
PLÄTERING OCH ETSNING
KEMISK ETSNING / FOTOETSNING
Du designar - Vi tillverkar!
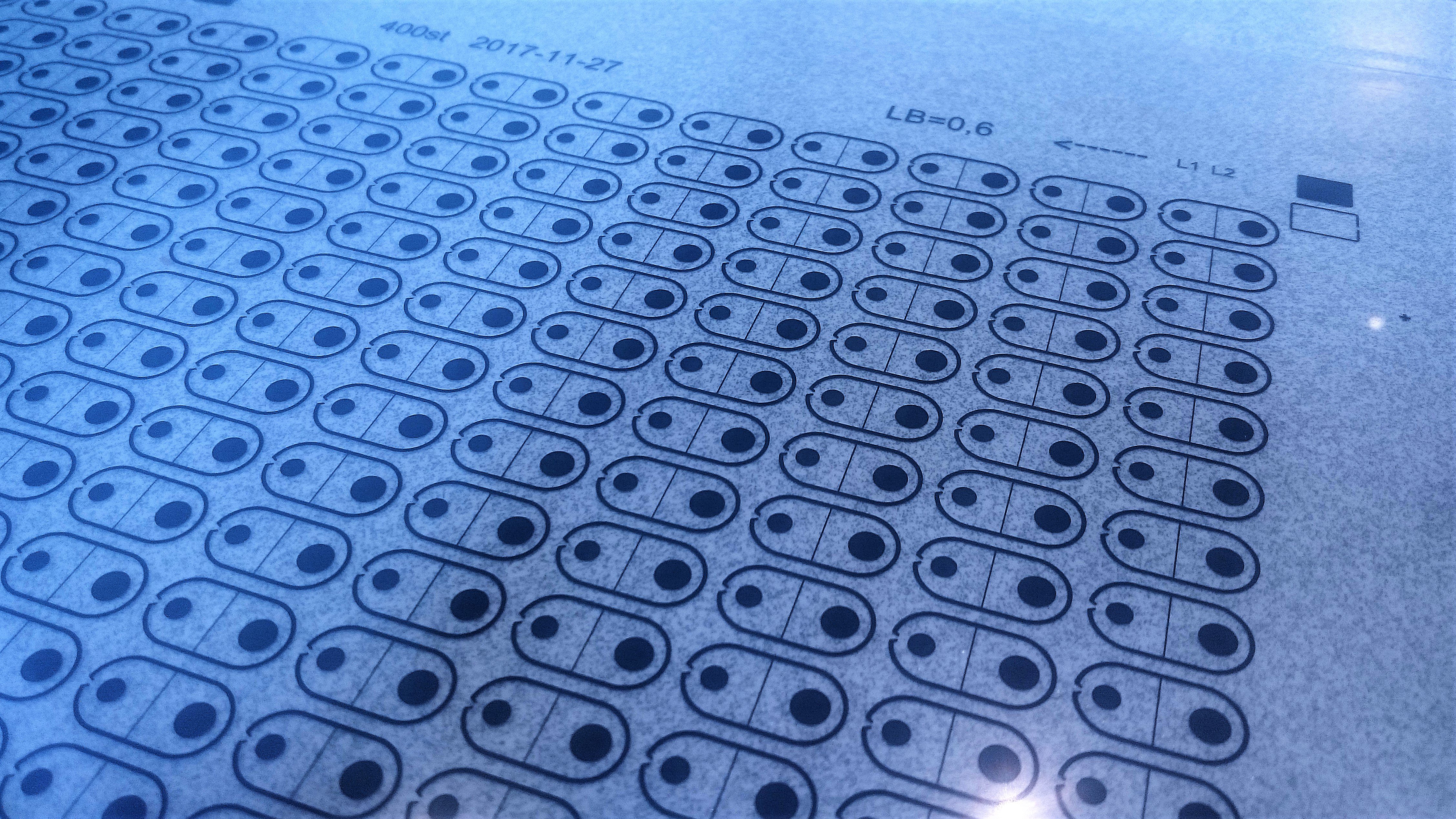
Foto-etsning eller kemisk etsning som det också kallas är en metod att tillverka mekaniska detaljer i tunnplåt. Ets-processen möjliggör etsning av detaljen från en eller två sidor samtidigt. Då ets-tiden är densamma oavsett geometri kommer ets-processen som mest till sin rätt vid tillverkning av detaljer med komplexa geometrier. Tillverkningen är flexibel och innebär stor frihet för kunden vid utformningen av detaljen.
I motsats till stansning kräver fotoetsning inte några komplicerade och dyra verktyg. Så länge detaljen inte ska tillverkas i mycket stora volymer är det därför i de allra flesta fall mer kostnadseffektivt att etsa fram detaljen. Kostnaden för fotoverktyg är relativt låg och det är även relativt enkelt att göra ändringar i designen.
Jämfört med laserskärning så har fotoetsning fördelen av att inte skapa några grader längs ytterkonturen och utsätter inte heller materialet för termisk stress. För komplexa geometrier är etsning överlägsen eftersom hela arket etsas fram på en gång och tillverkningstiden är densamma oavsett geometri.
Fördelar med fotoetsning är
- Låga verktygskostnader och korta ledtider
- Hög precision, toleranser ±10 % av material-tjockleken
- Komplexa geometrier möjliga
- Inga deformation eller grader
- Ingen mekanisk eller termisk spänning
- Ingen strukturell eller kemisk förändring av materialet
- Detaljerna kan levereras i ark för enkel hantering


Dubbelsidig etsning
De flesta etsade detaljer tillverkas genom att etsa från topp och botten samtidigt. Det kan kombineras med halvetsning av exempelvis logos, textmarkeringar eller andra detaljer.
Lämpligt för en mängd olika mekaniska detaljer såsom
- pastaplåtar och stenciler
- leadframes
- kontaktbleck och clips
- skärmburkar RFI/EMI
- brickor, packningar och shims
- fjädrar och membran
- filter och nät
- encoder
- lameller
- andra mekaniska konstruktionsdetaljer
- Tjocklek mellan 0,05 och 0,5 mm som standard.
- Standardtolerans är 0,1 mm. Högre tolerans kan fås på begäran. Hur fina toleranser vi klarar beror på materialtjocklek; tunnare material klarar finare toleranser.

Halvetsning
Skyltar och liknande kan halvetsas från bara en sida. Halvetsningen ger ett attraktivt nedetsat utseende som passar bra för dekotiva sammanhang.
Lämpligt för
- dekorativa skyltar och plaketter
- text och mönster vid dubbelsidig etsning
såsom logos, artikelnummer och liknande
- viklinjer som gör att detaljer kan bockas till rätt form för hand utan att använda formningsverktyg
- Tjocklekar upp till 1,0 mm som standard

Nabbfri etsning
Normal sett används fina nabbar för att hålla detaljerna på plats i arket. I vissa designer kan det dock vara direkt olämpligt med fästnabbar och i sådana fall kan man använda sig av nabbfri etsning. Denna typ av etsning kräver dock att detaljerna är tillräckligt tunna för enkelsidig etsning.
Lämpligt för exempelvis
- Shims
- Tjocklek upp till 0,25 mm
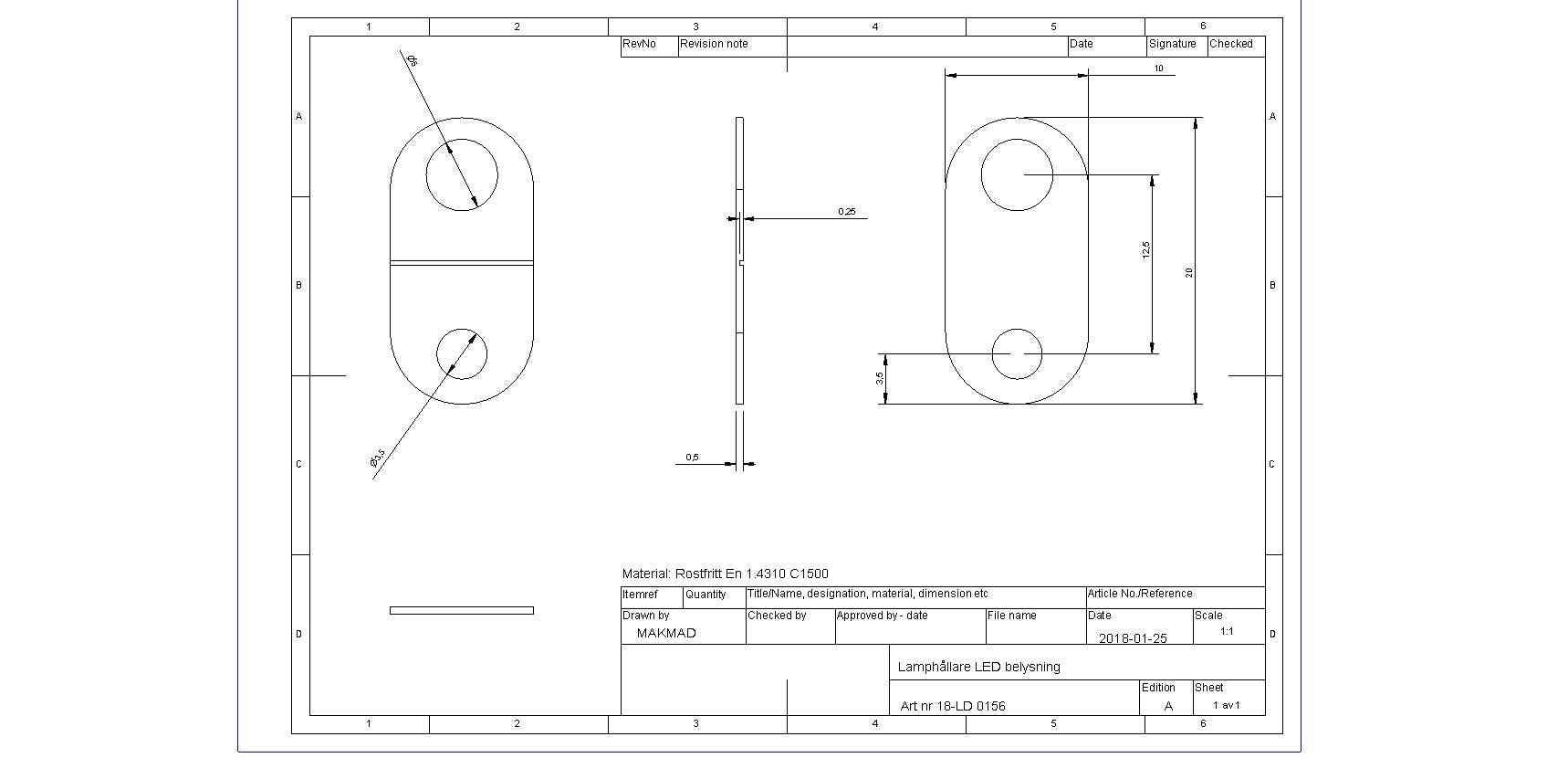
Kundritning
Det första steget mot en färdig produkt är kundritningen. Idealet är att vi får in kundritningen på något av filformaten .gbr- eller .dxf, men även andra filformat kan vara möjliga. Kontakta oss för mer information.
Utgående från kundens detaljritning tillverkar vi ett filmverktyg för etsning där detaljen mångdubblas och fördelas ut över arket. För att slutresultatet ska bli korrekt justeras måtten utifrån det material som ska användas och vi lägger även till eventuella fästnabbar.
Om det finns några ställen på detaljen där det är olämpligt att placera fästnabbar så vill vi gärna att ni meddelar det i samband med order.
Filmverktyget kan återanvändas och det sparas i minst ett år efter senaste produktionstillfälle för att finnas till hands vid eventuellt återkommande order.
Tunnplåtsmetaller för etsning
Standard material:
- Rostfritt stål i olika kvalitéer
- Nysilver
- Mässing, koppar, brons
Specialmaterial:
- Beryllliumkoppar
- Mu-metall
- Kovar
Vår standardstorlek på arken är 300 x 500 mm, men andra format är möjliga.
Mycket utav ovanstående material har vi på lager för snabb leverans - och har vi det inte så kommer vi att göra vårt bästa för att få tag på det.
Vi kan också ta in material tillhandahållet av kunden. Tänk på att materialet bör vara plant och rent.

Så här går ets-processen till:
1) Produktionsritning Vi utgår från kundens detaljriitning och från den skapar vi en produktionsritning där måtten anpassas inför etsnigen, detaljen mångdubblas och fördelas ut över arket
2) Filmverktyg Ett tvåsidigt filmverktyg tillverkas utifrån produktionsritningen.
3) Materialval Tunnplåt av det valda materialet klipps till rätt arkstorlek. Standardstorlek är 300x500 mm, tjocklek upp till 0,5 mm, andra dimensioner kan fås på begäran.
4) Rengöring av material Plåten tvättas fri från smuts vax och olja.
5) Laminering Tunnplåten lamineras med fotoresist på fram- och baksida.
6) Överföring av design till fotoresist Den laminerade plåten placeras mellan över- och undersida på filmverktyget och belyses med UV-ljus. Designen överförs då till fotoresisten.





7) Framkallning Den oexponerade resisten tas bort vid framkallningen och kvar blir då den bara metallen. Kvarvarande fotoresist som härdats vid UV-exponeringen skyddar den del av metallen som inte ska etsas.
8) Etsning Arket går sedan genom etsmaskinen som sprayar etskemi öven den framkallade ytan och etsar bort det material som inte täcks av fotoresisten. Den tid det tar att etsa en produkt beror på bl.a. material och materialtjocklek. Koppar-baserade material är i allmänhet mer lättetsade än rostfritt stål.
9) Strippning Det färdigetsade arket strippas från kvarvarande fotoresist.
10) Mikroetsning Kopparbaserade material mikroetsas för att undvika oxidering.
11) Avsyning De färdiga detaljerna avsynas och måttkontrolleras innan de är färdiga för leverans.
12) Slutfinish Vi kan även bistå med tjänster som bockning, ytbehandling eller guldplätering av den färdiga detaljen.






NJ Innovation AB
Maskinvägen 6
746 30 Bålsta
Sweden
E-post:
njinnovation @ makp.se
Telefon:
08-590 755 20
Fax:
08-36 64 46
© Copyright 2019. All Rights Reserved.